
Qu'est-ce qu'un automate programmable industriel (API) ? Guide complet pour débutants sur les contrôleurs logiques programmables.
Un automate programmable industriel (API) est un ordinateur numérique robuste, conçu pour automatiser les processus électromécaniques dans les usines, les machines et les infrastructures de production. Contrairement aux ordinateurs commerciaux classiques, les API sont conçus pour résister aux conditions industrielles difficiles : températures extrêmes, humidité, poussière, perturbations électriques et vibrations.
Le rôle de l'automate programmable est simple : il lit les entrées, prend des décisions selon une logique programmée et contrôle les sorties. On peut le considérer comme le « cerveau » d'une machine ou d'un processus : lorsqu'on appuie sur un bouton (entrée), l'automate détermine l'action à effectuer (logique) et active un moteur, une vanne ou un indicateur (sortie).
Avant l'avènement des automates programmables industriels (API), l'automatisation industrielle reposait sur des panneaux de relais : de grandes armoires contenant des centaines, voire des milliers, de relais électromécaniques, de temporisateurs et de contacteurs. Parmi les problèmes rencontrés : le recâblage physique nécessaire pour toute modification (prenant des jours, voire des semaines), l'usure mécanique entraînant des temps d'arrêt, la complexité du dépannage, l'encombrement considérable et l'absence de capacité de collecte de données.
En 1968, Bedford Associates (devenue Modicon par la suite) a développé le premier automate programmable industriel (API), le Modicon 084, pour l'usine de transmissions Hydra-Matic de General Motors. L'objectif était simple : remplacer les panneaux de relais par un système électronique programmable, rapidement reconfigurable en fonction des variations de production. En moins de dix ans, les API ont largement supplanté les panneaux de relais à travers le monde.
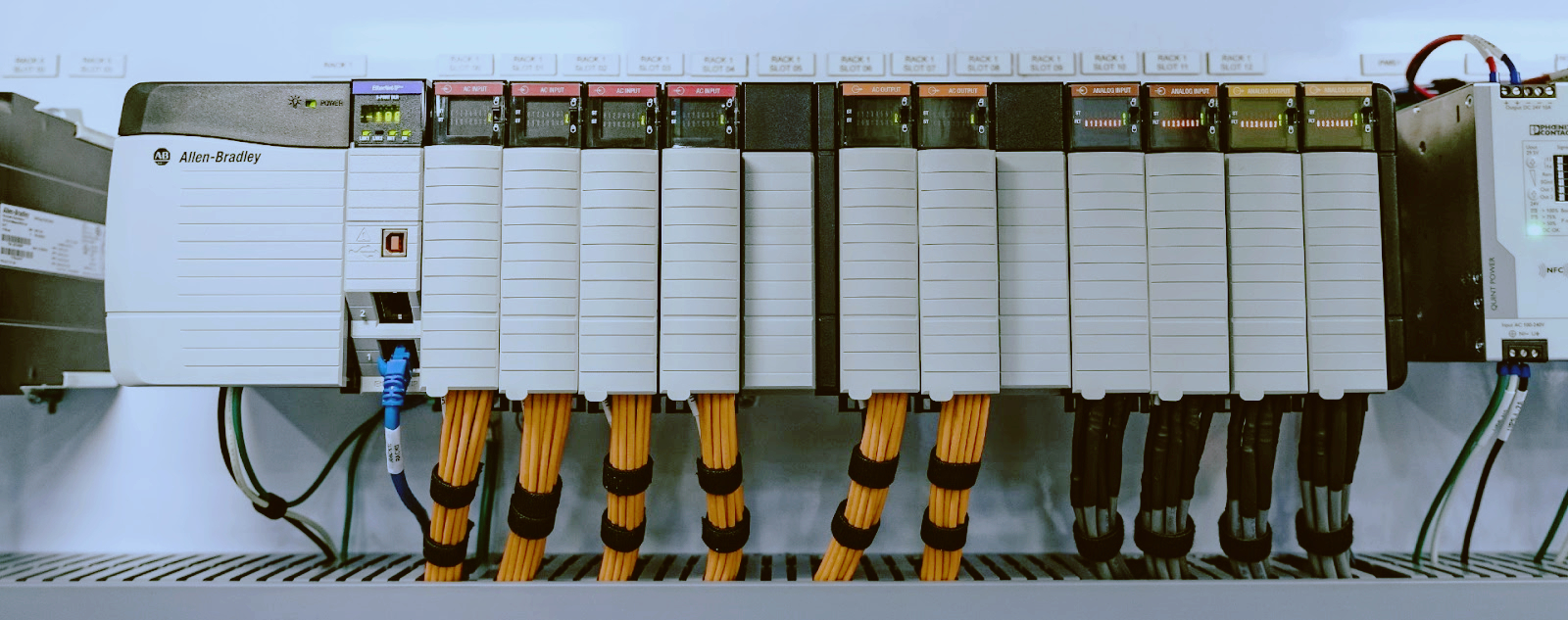
1. Unité centrale de traitement (CPU) : Le « cerveau » de l’automate programmable – un microprocesseur qui exécute le programme de contrôle, effectue les opérations arithmétiques et logiques et gère la communication. Ses principales caractéristiques comprennent la capacité de mémoire, le temps de cycle (en ms), la capacité d’E/S et les ports de communication (Ethernet, USB, RS-232/RS-485).
2. Alimentation : Convertit le courant alternatif entrant (110 V/220 V CA) en tensions continues requises par le processeur et les modules d’E/S (généralement 24 V CC). Points critiques : puissance nominale, redondance pour les applications critiques et plage de tension d’entrée.
3. Modules d'entrée : Ils permettent de connecter les capteurs et les interrupteurs à l'unité centrale de l'automate programmable, convertissant ainsi les signaux physiques en données numériques. Les entrées numériques (24 V CC) acceptent les boutons-poussoirs, les interrupteurs de fin de course, les capteurs de proximité et les pressostats, et représentent uniquement les états MARCHE (1) ou ARRÊT (0). Les entrées analogiques gèrent les capteurs de température (RTD, thermocouple), les transducteurs de pression, les débitmètres et les capteurs de niveau avec des signaux de type 4-20 mA ou 0-10 V.
4. Modules de sortie : Ils reçoivent les commandes du processeur et pilotent les actionneurs. Les sorties numériques (24 V CC, 120 V CA ou relais) commandent les électrovannes, les contacteurs, les démarreurs de moteurs, les voyants et les alarmes. Les sorties analogiques pilotent les variateurs de fréquence, les vannes proportionnelles et les servovariateurs avec des signaux standard tels que 4-20 mA ou 0-10 V.
5. Rack/Fond de panier : L'infrastructure physique qui maintient tous les modules PLC ensemble et qui fournit le bus de communication entre eux.
6. Interfaces de communication : Les automates programmables communiquent avec les IHM, d'autres automates programmables, des variateurs et les réseaux d'usine via des protocoles tels que EtherNet/IP, PROFINET, Modbus TCP/IP, PROFIBUS, DeviceNet, ControlNet, OPC UA et des connexions série (RS-232/RS-485).
Le processeur exécute son programme dans une boucle continue et répétitive appelée cycle de balayage. Chaque cycle complet comprend quatre étapes :
Étape 1 – Lecture des entrées : Le processeur lit tous les états des modules d'entrée et les stocke dans la table d'images d'entrée (généralement 1 à 10 ms).
Étape 2 – Exécution du programme : Le processeur exécute le programme utilisateur instruction par instruction, en lisant et en écrivant dans les tables d’images d’entrée/sortie en mémoire.
Étape 3 – Écriture des sorties : Après l’exécution du programme, le processeur met à jour simultanément tous les modules de sortie avec les valeurs de la table d’images de sortie.
Étape 4 – Maintenance interne : Le processeur effectue des tâches internes, notamment la communication IHM/PLC, les fonctions temporelles et les diagnostics.
Le temps de balayage typique est de 5 à 20 ms pour un programme de taille moyenne ; les applications à haute vitesse peuvent nécessiter de 0,5 à 1 ms.
1. Diagramme à contacts (LD) – Le langage le plus répandu, notamment en Amérique du Nord. Conçu pour ressembler aux schémas de relais électriques, il est intuitif pour les électriciens. Idéal pour la logique discrète et la commande séquentielle.
2. Diagramme fonctionnel (FBD) – Utilise des blocs graphiques avec des connexions d'entrée/sortie. Chaque bloc remplit une fonction spécifique : boucles PID, opérations arithmétiques, portes logiques, temporisateurs. Idéal pour la régulation de processus et les boucles PID.
3. Texte structuré (ST) – Langage textuel de haut niveau similaire à Pascal ou BASIC. Particulièrement performant pour le traitement de données complexes, le traitement par lots et les automates à états finis avancés.
4. Diagramme de fonctions séquentielles (DFS) – Langage graphique permettant de définir des processus séquentiels : opérations se déroulant par étapes, avec actions et transitions contrôlées. Idéal pour les processus par lots et les machines d’emballage.
5. Liste d'instructions (IL) – Langage textuel de bas niveau similaire au langage assembleur. Compact et efficace, mais moins lisible. Idéal pour les routines simples et concises et les systèmes existants.
Automate programmable : conçu pour la fabrication discrète (machines individuelles, lignes d’assemblage). Temps de cycle rapides, matériel robuste. Capacité : de quelques centaines à plusieurs milliers de points d’E/S.
Système de contrôle distribué (DCS) : conçu pour les industries à procédés continus (pétrole et gaz, chimie, production d’énergie). Hautement redondant et étroitement intégré aux variables de procédé. Capacité : de plusieurs milliers à plusieurs centaines de milliers de points d’E/S.
PC industriel (IPC) : conçu pour le traitement de données à haute vitesse, les systèmes de vision et les algorithmes complexes. Basé sur un PC, il fonctionne sous Windows ou Linux et offre une puissance de calcul élevée.
Ces dernières années, les frontières entre PLC, DCS et IPC se sont considérablement estompées.
Étape 1 : Définir l’application — machine unique ou système à l’échelle de l’usine, besoins en matière de contrôle de mouvement à grande vitesse, exigences critiques en matière de sécurité, nombre d’E/S actuel et futur.
Étape 2 : Évaluer l'écosystème de marques — Allen Bradley domine les Amériques, Siemens l'Europe/Asie, Mitsubishi le Japon et les marchés sensibles aux coûts, ABB pour l'automatisation des processus.
Étape 3 : Tenez compte des coûts logiciels — le matériel ne représente souvent que 30 à 50 % du coût total de possession ; les licences logicielles peuvent être tout aussi coûteuses (Allen Bradley Studio 5000 : 5 000 $ à plus de 15 000 $).
Étape 4 : Équilibrer les besoins en E/S — calculer les entrées numériques, les sorties numériques et les signaux analogiques nécessaires, en ajoutant une marge de 20 % pour les extensions futures.
Étape 5 : Vérifier les exigences de communication — connectivité IHM, intégration au réseau de l'usine (MES/ERP), communication variateur/PLC et capacité d'accès à distance.
Produits phares :ControlLogix, CompactLogix, MicroLogix, SLC 500
Logiciel de programmation :Concepteur Logix Studio 5000
Communication:EtherNet/IP, ControlNet, DeviceNet, Modbus
Site web:www.rockwellautomation.com
Produits phares :SIMATIC S7-1500, S7-1200, S7-300, S7-400
Logiciel de programmation :Portail TIA
Communication:PROFINET, PROFIBUS, Modbus TCP/IP, OPC UA
Site web:www.siemens.com
Produits phares :MELSEC iQ-R, iQ-F, MELSEC-Q, MELSEC-F
Logiciel de programmation :GX Works3
Communication:CC-Link IE, Modbus TCP/IP, EtherNet/IP
Site web:www.mitsubishielectric.com
Produits phares :AC500, AC500-eco, AC700
Logiciel de programmation :Générateur d'automatisation
Communication:EtherNet/IP, PROFINET, Modbus TCP/IP, CANopen
Site web:nouveau.abb.com/plc
Produits phares :ControlLogix (via Honeywell), Experion PKS
Logiciel de programmation :Studio Experion
Communication:EtherNet/IP, Modbus, OPC UA
Site web:www.honeywellprocess.com
Produits phares :NX1P2, NJ501, CP1H, CP1L
Logiciel de programmation :Sysmac Studio, CX-Programmer
Communication:EtherNet/IP, Modbus TCP/IP, USB
Site web: www.omron-ap.com
Ce guide est fourni à titre informatif. Pour des conseils d'application spécifiques, veuillez consulter un ingénieur en automatisation qualifié ou contacter l'équipe technico-commerciale de TZ TECH.

Continuez à lire, restez informé, abonnez-vous et nous vous invitons à nous dire ce que vous en pensez.



De plus, avec votre autorisation, nous souhaitons placer des cookies pour rendre votre visite et votre interaction avec slOC plus personnelles. Pour cela, nous utilisons des cookies analytiques et publicitaires. Grâce à ces cookies, nous et des tiers pouvons suivre et collecter votre comportement Internet à l'intérieur et à l'extérieur de super-instrument.com. Grâce à cela, nous et des tiers adaptons super-instrument.com et les publicités à vos intérêts. En cliquant sur Accepter, vous acceptez cela. Si vous refusez, nous utilisons uniquement les cookies nécessaires et vous ne recevrez malheureusement aucun contenu personnalisé. Veuillez consulter notre politique en matière de cookies pour plus d'informations ou pour modifier votre consentement à l'avenir.
Accept and continue Decline cookies












