
Dépannage des automates programmables : 10 pannes courantes et comment les résoudre
Les automates programmables sont conçus pour une fiabilité optimale. En cas de panne, l'impact sur la production est immédiat et coûteux. Pourtant, la plupart des pannes d'automates programmables proviennent de quelques causes récurrentes, qu'un technicien qualifié peut généralement diagnostiquer et résoudre sans remplacer l'appareil.
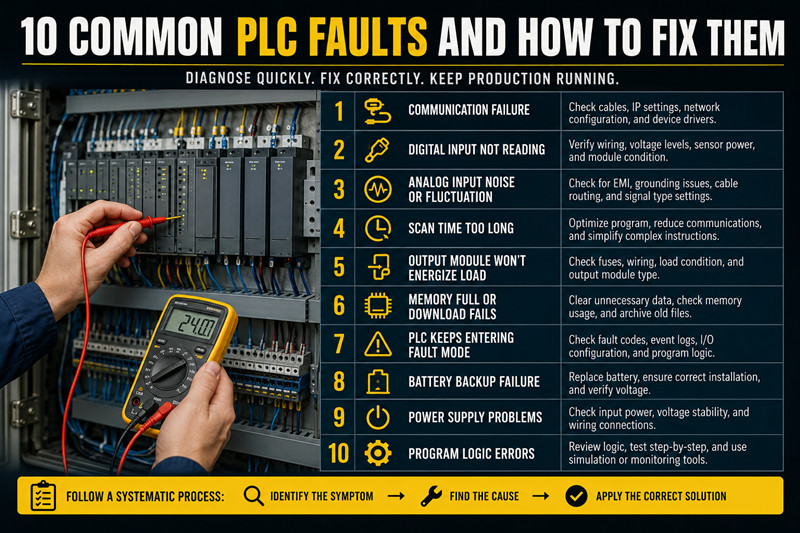
Ce guide couvre les dix problèmes d'automates programmables les plus courants rencontrés en milieu industriel, avec des étapes de dépannage pratiques que vous pouvez appliquer dès aujourd'hui.
Symptômes : L'automate programmable cesse de répondre à l'IHM, l'ordinateur de programmation ne peut pas se connecter à Internet, les périphériques réseau disparaissent du bus.
Causes fréquentes :
· Câble Ethernet desserré ou endommagé
· Configuration d'adresse IP incorrecte
· Incompatibilité de duplex sur les commutateurs réseau
· Défaillance du pilote sur le port PLC
Étapes de dépannage :
1. Vérifiez les connexions physiques des câbles au niveau de l'automate programmable et de l'interrupteur.
2. Vérifiez que l'adresse IP correspond à la configuration du projet (test ping).
3. Assurez-vous que les paramètres des ports du commutateur réseau correspondent à ceux de l'automate programmable (négociation automatique ou vitesse fixe).
4. Redémarrez l'automate programmable et mettez le commutateur en marche.
5. Si vous utilisez une liaison série RS-232/RS-485, vérifiez les paramètres de débit en bauds et de parité.
Symptômes : La LED d’entrée du module est éteinte lorsque le capteur est actif, ou l’entrée reste allumée en permanence.
Causes fréquentes :
· Niveau de tension incorrect (24 V CC contre 110 V CA confondus)
· Module d'entrée défectueux
· Erreur de câblage ou borne desserrée
· Problème d'alimentation du capteur
Étapes de dépannage :
6. Mesurez la tension réelle à la borne d'entrée avec un multimètre.
7. Vérifiez que le capteur est alimenté (vérifiez les indicateurs LED sur les capteurs de proximité).
8. Remplacez le module d'entrée par un module dont le fonctionnement est avéré afin d'exclure une panne matérielle.
9. Vérifiez que le type de capteur (PNP ou NPN pour les capteurs CC) correspond à la configuration du module.
Symptômes : La valeur d’entrée analogique oscille de manière erratique, affiche des valeurs négatives irréalistes ou dérive au fil du temps.
Causes fréquentes :
· Interférences électromagnétiques (IEM) provenant de variateurs de fréquence ou de moteurs situés à proximité
· Problèmes de boucle de masse
· Le câble de signal passe le long des câbles d'alimentation
· Problème d'alimentation de boucle 4-20 mA
Étapes de dépannage :
10. Séparez les câbles de signal des câbles d'alimentation d'au moins 15 cm (6 pouces).
11. Utilisez un câble à paires torsadées blindées pour les signaux analogiques.
12. Vérifiez que l'alimentation 24 V CC de l'émetteur est stable.
13. Vérifiez que le type de signal du module analogique (0-10 V, 4-20 mA) correspond à celui du capteur.
14. Ajoutez une valeur de filtre dans le programme de l'automate programmable pour atténuer le bruit (la plupart des logiciels d'automates programmables permettent le filtrage des entrées).
Symptômes : Les résultats s’affichent avec un délai perceptible, la machine semble lente à répondre et les minuteurs paraissent imprécis.
Causes fréquentes :
· Le programme est devenu trop volumineux sans optimisation.
· Trafic de communication excessif sur le réseau
· Trop d'instructions coûteuses (boucles PID complexes, trigonométrie)
· Le filtrage de l'entrée analogique est trop élevé.
Étapes de dépannage :
15. La plupart des logiciels d'automates programmables incluent un moniteur de temps de cycle ; vérifiez-le en premier.
16. Déplacez les instructions de communication en dehors de l'analyse principale du programme (utilisez des tâches périodiques).
17. Réduisez le nombre de messages sur EtherNet/IP ou PROFINET
18. Simplifier ou scinder les grandes sous-routines
19. Envisagez un processeur plus rapide si le temps d'analyse dépasse 20 ms pour les applications critiques en termes de temps.
Symptômes : Les voyants LED s’allument, mais la charge ne s’active pas.
Causes fréquentes :
· Fusible grillé sur le module de sortie
· Protection thermique déclenchée par surcharge
· Erreur de câblage (ligne commune non connectée)
· Sortie semi-conducteur défectueuse (pour les modules à semi-conducteurs)
Étapes de dépannage :
20. Vérifiez l'état du fusible sur le module (la plupart des modules possèdent des indicateurs de fusible visibles).
21. Mesurez la tension aux bornes de sortie tout en la mettant sous tension.
22. Vérifiez que la charge n'est pas en circuit ouvert (débranchez-la et mesurez sa résistance).
23. Pour les sorties relais, écoutez le clic du relais ; s’il n’y a pas de clic, la bobine est défectueuse.
24. Vérifiez que le type de sortie (source ou puits) correspond au câblage de votre charge.
Symptômes : Le téléchargement échoue en raison d’une erreur de mémoire, il est impossible d’ajouter de nouvelles instructions, la mise à jour du firmware est rejetée.
Causes fréquentes :
· Le code du programme ou les tables de données ont dépassé la capacité de la mémoire du processeur.
· Les journaux de tendances accumulés, les données de recettes ou les données historiques consomment de la mémoire
25. Fichier de projet corrompu
Étapes de dépannage :
26. Ouvrez le programme dans l'environnement de développement et vérifiez l'utilisation de la mémoire.
27. Effacer les journaux de tendances, les données historiques et les fichiers de recettes non essentiels du processeur
28. Archivez le projet actuel et comparez la taille des fichiers : une augmentation de la taille indique des données récupérables.
29. Si une mise à jour du firmware est nécessaire, sauvegardez d'abord votre projet, puis mettez à jour le firmware, puis rechargez.
30. En dernier recours, réinitialisez le système aux paramètres d'usine et restaurez-le à partir d'une sauvegarde propre.
Symptômes : Le contrôleur affiche un indicateur de défaut, le programme s’arrête, un code d’erreur s’affiche sur l’unité centrale ou l’IHM.
Causes fréquentes :
· Erreur de logique du programme provoquant un défaut de verrouillage
· Panne matérielle (processeur, module ou alimentation)
· Chute de tension d'alimentation pendant le fonctionnement
· Incompatibilité des E/S entre le programme et le matériel réel
Étapes de dépannage :
31. Notez immédiatement le code d'erreur ; consultez la documentation du fabricant pour le trouver.
32. Les codes d'erreur courants indiquent : surcharge de sortie (F49 sur Allen Bradley), incompatibilité de configuration des E/S (016h sur Siemens), dépassement du délai de surveillance.
33. Consultez le journal des événements du logiciel de programmation pour les événements précédents.
34. Le défaut est-il verrouillé ou non verrouillé ? Les défauts non verrouillés indiquent souvent un problème de logique de programme plutôt qu’une défaillance matérielle.
35. Restaurez à partir d'une sauvegarde fonctionnelle si le problème persiste et qu'aucune cause n'est trouvée.
Symptômes : L'automate programmable perd son programme en cas de coupure de courant, les valeurs enregistrées sont réinitialisées aux valeurs par défaut, le voyant de batterie faible s'allume.
Causes fréquentes :
· La batterie a atteint sa fin de vie (généralement 2 à 5 ans).
· Batterie mal installée
· Tension de la batterie réduite par une charge de rétention de mémoire élevée
Étapes de dépannage :
36. Remplacez la batterie par un modèle conforme aux spécifications du fabricant lorsque l'automate est sous tension ; ne laissez jamais l'unité centrale hors tension avec une batterie déchargée.
37. Après le remplacement, vérifiez que les étiquettes conservées et le programme sont intacts.
38. Si les valeurs sont toujours perdues, il est possible que la batterie soit tombée en panne pendant la période de remplacement ; améliorer la procédure de remplacement.
39. Envisagez d'utiliser闪存 (mémoire flash) conservation comme sauvegarde principale pour les nouvelles installations au lieu de la batterie
Symptômes : Le variateur de fréquence fonctionne mais ignore les commandes de vitesse, un code d’erreur s’affiche sur le variateur, l’automate programmable indique une erreur de délai d’attente de communication.
Causes fréquentes :
· Adresse réseau incorrecte (incompatibilité entre l'ID de nœud et l'adresse IP)
· Paramètres de contrôle du réseau de blocage VFD
· Utilisation d'un profil incorrect (les variateurs de fréquence Allen Bradley nécessitent une configuration correcte du paramètre 90 pour EtherNet/IP)
· Problème de câble ou de commutateur sur le segment de réseau
Étapes de dépannage :
40. Vérifiez que l'adresse réseau du variateur de fréquence correspond à la configuration de l'automate (vérifiez dans RSLogix ou TIA Portal).
41. Vérifiez que les paramètres du variateur de fréquence autorisent la commande réseau (Paramètres du variateur → Commande réseau → Activé)
42. Pour EtherNet/IP, vérifiez que les numéros d'instance d'assemblage dans la configuration d'E/S de l'automate correspondent à ceux du variateur de fréquence.
43. Effectuez un test ping sur le variateur de fréquence depuis l'ordinateur de programmation pour confirmer la connectivité réseau.
44. Vérifiez que la source de commande du variateur de fréquence est bien réglée sur « Réseau » et non sur « Clavier » ou « Terminal ».
Symptômes : défauts intermittents, déclenchement aléatoire des entrées, comportement inexpliqué du programme, erreurs de communication lors du démarrage du moteur.
Causes fréquentes :
· Mise à la terre incohérente entre l'automate programmable, les appareils de terrain et le réseau de distribution électrique
· Des boucles de masse se forment lorsque des appareils partagent plusieurs chemins de masse.
· Aucun fil de terre de signal dédié dans les câbles
· L'armoire PLC n'est pas correctement reliée à la terre du bâtiment.
Étapes de dépannage :
45. Mesurez la résistance de terre entre l'armoire de l'automate programmable et la terre du bâtiment ; elle doit être inférieure à 1 ohm.
46. Utilisez des alimentations CC isolées pour les appareils de terrain afin d'éviter les boucles de masse.
47. Assurez-vous que tous les conducteurs communs de signal soient connectés à une seule masse.
48. Installez des perles de ferrite sur les câbles de communication à proximité du PLC pour supprimer le bruit haute fréquence
49. Faites passer les câbles de signalisation dans des chemins de câbles dédiés, jamais à côté des câbles d'alimentation du moteur.
Les pannes d'automates programmables surviennent rarement de manière inattendue. La plupart des problèmes se classent dans quelques catégories : problèmes d'alimentation, interruptions de communication, erreurs de câblage et interférences. Une approche systématique, un multimètre et une bonne connaissance des outils de diagnostic spécifiques à la plateforme permettent de résoudre la majorité des problèmes sans remplacement de pièces.
Documentez chaque panne, les symptômes observés et leur résolution. Constituez une base de connaissances interne. C'est le moyen le plus rapide de réduire le temps moyen de réparation dans l'ensemble de votre établissement.
Q : Dois-je toujours remplacer un module PLC défectueux ?
R : Pas nécessairement. De nombreuses « pannes » de modules sont dues à des problèmes de câblage, de configuration ou d'alimentation. Il est toujours conseillé de procéder à un dépannage avant de remplacer un module. Les modules peuvent parfois être réparés par le fabricant ou des prestataires de services tiers.
Q : À quelle fréquence dois-je sauvegarder les programmes de l'automate programmable ?
A : À chaque modification du programme. De plus, effectuez des sauvegardes d'archives trimestrielles stockées dans un emplacement distinct. Nommez les sauvegardes avec la date, la version du programme et l'identifiant de la machine.
Q : Un automate programmable peut-il être endommagé par des surtensions ?
R : Oui. Les diodes de protection contre les surtensions transitoires (TVS) et une mise à la terre correcte constituent la première ligne de défense. Installez une protection contre les surtensions sur les lignes d'alimentation et de communication. Un conditionnement régulier de l'énergie est rapidement rentabilisé en milieu industriel.
Q : Quelle est la durée de vie typique d'un automate programmable ?
A : Dans un environnement et avec un entretien appropriés, les automates programmables ont une durée de vie courante de 15 à 20 ans. Les modules CPU et les cartes d'E/S peuvent nécessiter un remplacement au niveau des composants en raison du vieillissement des condensateurs électrolytiques.
Q : Dois-je conserver des modules PLC de rechange ?
R : Pour les machines critiques, oui. Prévoyez au minimum un processeur de rechange, une alimentation de rechange et les modules d'E/S essentiels. Pour les applications non critiques, souscrivez un contrat de maintenance auprès de votre distributeur pour un remplacement sous 24 à 48 heures.
· Allen Bradley PLCs — ControlLogix, CompactLogix, MicroLogix
· Automates programmables Siemens — S7-1500, S7-1200
· Modules d'E/S pour automates programmables — Modules d'entrée/sortie numériques et analogiques
· Variateurs de fréquence (VFD) — Variateurs de fréquence pour la commande de moteurs

Continuez à lire, restez informé, abonnez-vous et nous vous invitons à nous dire ce que vous en pensez.



De plus, avec votre autorisation, nous souhaitons placer des cookies pour rendre votre visite et votre interaction avec slOC plus personnelles. Pour cela, nous utilisons des cookies analytiques et publicitaires. Grâce à ces cookies, nous et des tiers pouvons suivre et collecter votre comportement Internet à l'intérieur et à l'extérieur de super-instrument.com. Grâce à cela, nous et des tiers adaptons super-instrument.com et les publicités à vos intérêts. En cliquant sur Accepter, vous acceptez cela. Si vous refusez, nous utilisons uniquement les cookies nécessaires et vous ne recevrez malheureusement aucun contenu personnalisé. Veuillez consulter notre politique en matière de cookies pour plus d'informations ou pour modifier votre consentement à l'avenir.
Accept and continue Decline cookies












